Extrait du travail de fin détude bijoux dEgypte au Louvre de Hubert Heldner.
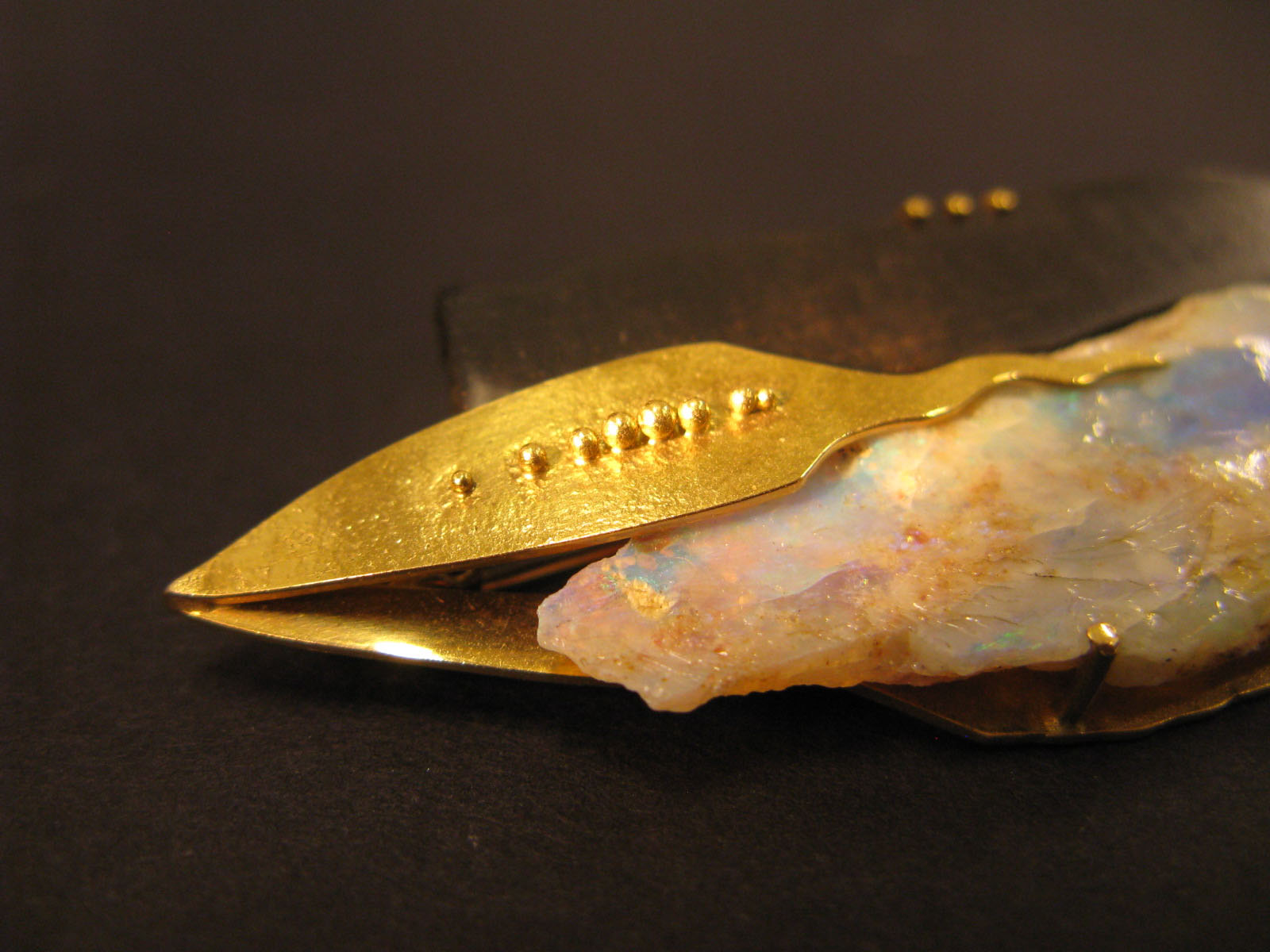
 Pendent la soudure collodiale, aussi apellée granulation, on utilise un catalyseur qui se compose de carbonate de cuivre en forme de poudre et une colle, lextrait dune sève de plante. La sève de plante se remplace aujourd'hui par l'amidon.Ce catalyseur et colle permettent de fixer les granules et files à leur emplacement. En Egypte le carbonate de cuivre était disponible en forme de malachite moulue, utilisé entre autre aussi pour maquiller les yeux.
Pendent la soudure collodiale, aussi apellée granulation, on utilise un catalyseur qui se compose de carbonate de cuivre en forme de poudre et une colle, lextrait dune sève de plante. La sève de plante se remplace aujourd'hui par l'amidon.Ce catalyseur et colle permettent de fixer les granules et files à leur emplacement. En Egypte le carbonate de cuivre était disponible en forme de malachite moulue, utilisé entre autre aussi pour maquiller les yeux.
 Les points de soudure sont traités avec le catalyseur et lobjet est ensuite chauffé sur un feu de charbon à bois. À laide dun tube à soudure les points à souder sont portées à la bonne température. À 100 °C le carbonate de cuivre se transforme en oxyde de cuivre, à 600°C la colle se carbonise et à 850 °C le carbone se lie avec loxygène de loxyde de cuivre et évapore ensuite comme dioxyde de cuivre. Seulement des traces de cuivre restent collés sur lor.
Les points de soudure sont traités avec le catalyseur et lobjet est ensuite chauffé sur un feu de charbon à bois. À laide dun tube à soudure les points à souder sont portées à la bonne température. À 100 °C le carbonate de cuivre se transforme en oxyde de cuivre, à 600°C la colle se carbonise et à 850 °C le carbone se lie avec loxygène de loxyde de cuivre et évapore ensuite comme dioxyde de cuivre. Seulement des traces de cuivre restent collés sur lor.
 À environ 880 °C un phénomène particulier se manifeste. Lor en contact avec le cuivre fond et forme une soudure, malgré le fait que lor (1063°C) et le cuivre (1083°C) ont un point de fusion bien plus haute. Ce procédé avait bien des avantages pour les artisans de lépoque. Pas de borax dans le flux, qui bouge les pièces assemblées au moment où on les chauffe. Les pièces ultra fines étaient collées en place avant et pendent qon les chauffe. Lobjet pouvait être chauffé plusieurs fois sans risque de défaire les liaisons auparavant crées. Le carbonate de cuivre nest pas nécessaire si lalliage contient suffisamment de cuivre. Une surface oxydée est une avantage. Ce procédée est particulièrement adapté aux alliages de lor jaune et de largent.
À environ 880 °C un phénomène particulier se manifeste. Lor en contact avec le cuivre fond et forme une soudure, malgré le fait que lor (1063°C) et le cuivre (1083°C) ont un point de fusion bien plus haute. Ce procédé avait bien des avantages pour les artisans de lépoque. Pas de borax dans le flux, qui bouge les pièces assemblées au moment où on les chauffe. Les pièces ultra fines étaient collées en place avant et pendent qon les chauffe. Lobjet pouvait être chauffé plusieurs fois sans risque de défaire les liaisons auparavant crées. Le carbonate de cuivre nest pas nécessaire si lalliage contient suffisamment de cuivre. Une surface oxydée est une avantage. Ce procédée est particulièrement adapté aux alliages de lor jaune et de largent.
Avec linvention de la brasure la soudure collodiale est vite tombée en oubli. Je vous invite à faire une distinction claire entre les termes brasure et soudure.
En contraste la technique de brasure lie les pièces à laide dun paillon de brasure. Cela se compose du même métal précieux que lobjet à braser, mais cest un alliage avec cadmium ou un autre métal qui baisse le point de fusion du paillon de brasure. Il y a donc apport dun autre élément contrairement à la soudure. Les pièces à braser doivent être parfaitement adaptées une sur lautre et le joint parfaitement propre. On assemble avec des pinces ou de fil en fer les pièces et on les traite avec un antioxydant comme le borax. Cela pour supprimer loxydation et permettre à la brasure de couler le long des joints. Par effet capillaire la brasure peut couler vers le haut et elle se dirige vers la chaleur et peut etre dirigé par la flame. Ceci dit, il est évident que la pièce doit être chauffée au moins à la température de fusion de la brasure. Le bijoutier daujourdhui utilise presque exclusivement de la brasure avec 3 points de fusion différents. Le dure pour la fabrication des composants, la moyenne pour lassemblage final des bijoux et la faible est utilisé principalement pour effectuer des réparations.
Littérature:
Das Grabdenkmal des Königs Sahu-re / Brochardt C. / Leipzig 1913
Excavations at Tell el-Amarna / 1913-14 Annual Report Smithsonian Institute Washington 1916
The Treasure / Brunton G. Lahun I / London 1920
H.A.P. Littledale
Hubert Heldner 1984