Extract from the diploma work "Jewelry of the egyptians in the Louvre" by Hubert Heldner.
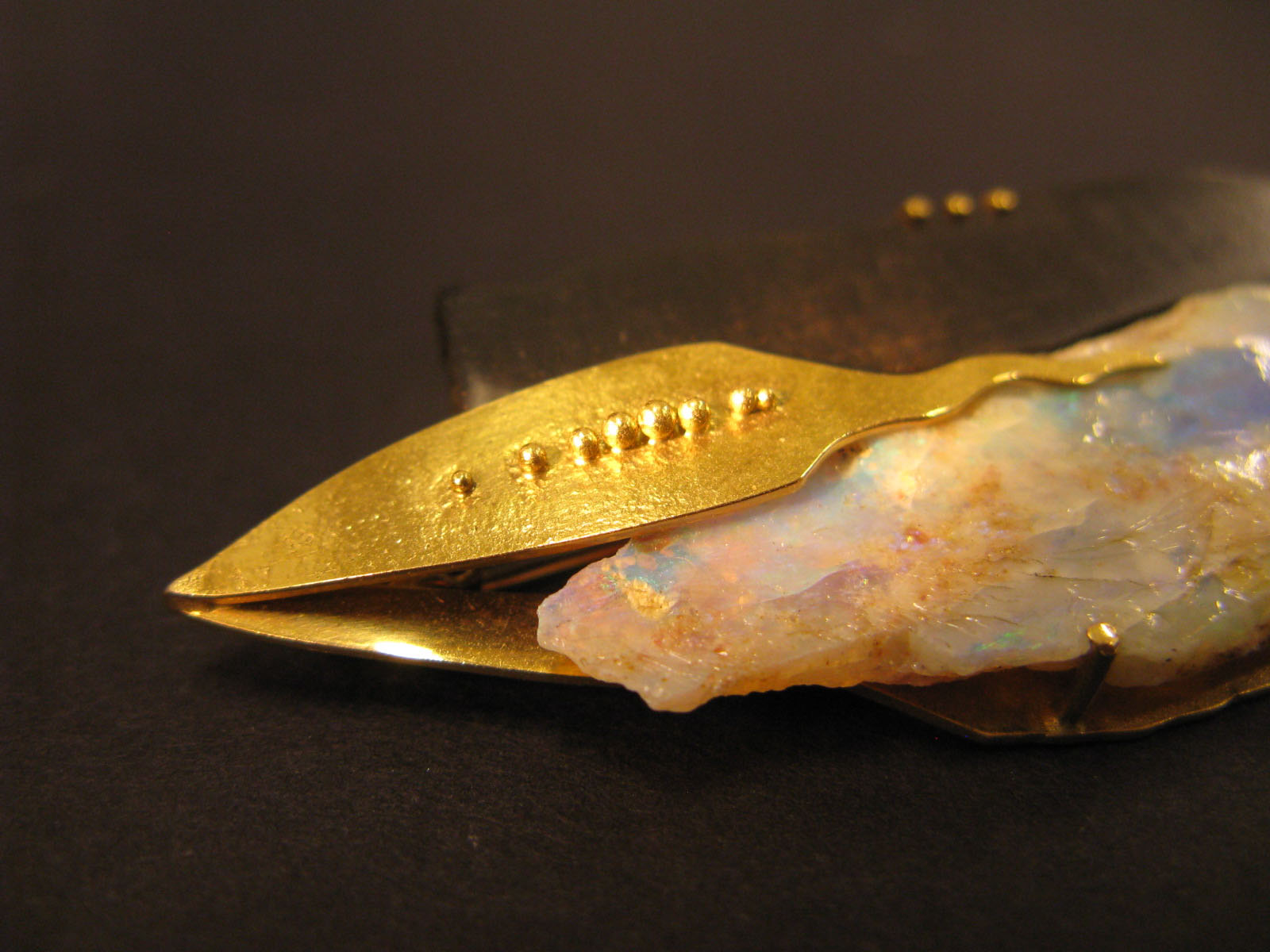
 The technique of collodial hard soldering, also named granulation, uses a catalyst of copper-carbonate and a bonding agent out of plant sap. In Egypt the main ingredient was available in the form of ground malachite, which had also a cosmetic use to paint the eyelids. The plant sap is replaced today with starch. This catalyst together with the bonding agent had also the function to glue the granules or wires in its place.
The technique of collodial hard soldering, also named granulation, uses a catalyst of copper-carbonate and a bonding agent out of plant sap. In Egypt the main ingredient was available in the form of ground malachite, which had also a cosmetic use to paint the eyelids. The plant sap is replaced today with starch. This catalyst together with the bonding agent had also the function to glue the granules or wires in its place.
 The soldering points are painted with the catalyst and the work is heated in a carbon furnace. With the soldering torch, the soldering points are brought to the necessary temperature. At 100 °C the copper-carbonat changes into copper-oxide, at 600 °C the flux has totaly carbonized and at 850 °C the carbon bonds with the oxygen of de copper oxide and evaporates as copper-dioxide. Only traces of copper stay on the gold.
The soldering points are painted with the catalyst and the work is heated in a carbon furnace. With the soldering torch, the soldering points are brought to the necessary temperature. At 100 °C the copper-carbonat changes into copper-oxide, at 600 °C the flux has totaly carbonized and at 850 °C the carbon bonds with the oxygen of de copper oxide and evaporates as copper-dioxide. Only traces of copper stay on the gold.
 At about 880 °C a unique phenomena manifests. The gold in contact with the copper melts and forms a soldered seam, although both, the gold (1063 °C) and the copper (1083 °C) have a sensibly higher melting point. This technique had many advantages for the jeweler in the past. The flux which did not contain borax does not move when heated and the parts on the jewel where nicely glued together befor the piece was put into the oven. The jewel could be heated several times without danger to undo the already soldered seams. The copper-carbonat is only essential if the gold alloy doesn't contain enough copper. Having an oxidized surface is an advantage. The procedure is especially adapted to gold and silver.
At about 880 °C a unique phenomena manifests. The gold in contact with the copper melts and forms a soldered seam, although both, the gold (1063 °C) and the copper (1083 °C) have a sensibly higher melting point. This technique had many advantages for the jeweler in the past. The flux which did not contain borax does not move when heated and the parts on the jewel where nicely glued together befor the piece was put into the oven. The jewel could be heated several times without danger to undo the already soldered seams. The copper-carbonat is only essential if the gold alloy doesn't contain enough copper. Having an oxidized surface is an advantage. The procedure is especially adapted to gold and silver.
With the invention of brazing, the collodial hard soldering technique was soon forgotten. There is a distinct difference between soldering and brazing.
The brazing technique also links the metal durably. It is essential that the parts are precisely joining and cleaned from all oxydation at the joints. Often the parts need to be fixed with iron wire or iron clips in order to avoid that they move during heating and brazing. The seams are painted with a flux on a borax basis in order to suppress oxidation and to allow the solder to run along the seams. The solder for gold and also for silver consists of the same base metal with several percents of cadmium or an other alloy metal, which lowers the melting point of the solder. Usually 3 alloys with 3 different melting points are available. They are called "hard", "medium" and "soft" solder. Hard is used for building the composants, medium for assembly of the jewel and soft only for repair works. Contrary to the collodial hard soldering, we have here an addition of an other metalic element. It is evident that the piece needs to be heated up to the melting point of the solder. The solder will flow only if the seam is free of oxidation. It also can flow upward by capillary effect. The solder is always flowing toward the hottest point and can be directed with the flame.
Literature:
Das Grabdenkmal des Königs Sahu-re / Brochardt C. / Leipzig 1913
Excavations at Tell el-Amarna / 1913-14 Annual Report Smithsonian Institute Washington 1916
The Treasure / Brunton G. Lahun I / London 1920
H.A.P. Littledale
Hubert Heldner 1984